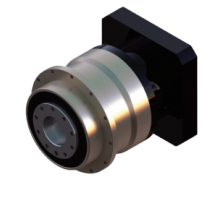
竖新镇传动新设备伺服式BD120A-L2-70-B2-S9超低温伺服齿轮箱
发布时间:2024-05-12 02:22:13
发布用户:ymcdkj
-B2-S9超低温伺服齿轮箱
实践表明,黄铜零件在氨液氧化液中想要获得理想的氧化膜,其合金中铜、锌成分之比必须符合本工艺的要求,即锌为3%~4%,铜为59%~68~,要保持这个成分比例的表面状态采用一般的预方法是很难达到的,在或其混合酸中酸洗,如工艺条件不注意便会使黄铜表面脱锌或脱铜,失去原有比例,给氧化膜的生成带来困难,有时甚至无法生成氧化膜,如采用铬酸洗则表面会产生钝化膜,用别的酸洗还可能产生置换层。为解决这一难题,经过多种方法试验、比较后,选用如下,酸洗效果很好,没有副作用。
竖新镇传动新设备:伺服式BD120A-L2-70-B2-S9超低温伺服齿轮箱
第六种组合方式,由于升速较大,主被动件的转向相反,在汽车上通常不用这种组合。其余的七种组合方式比较常用。
1.保证装配质量。可购或一些专用工具,拆卸和减速机部件时,尽量避免用锤子等其他工具敲击;更换齿轮、蜗轮蜗杆时,尽量选用原厂配件和成对更换;装配输出轴时,要注意公差配合;要使用防粘剂或 油保护空心轴,防止磨损生锈或配合面积垢,维修时难拆卸。
2.润滑油和添加剂的选用。蜗齿减速机一般选用220#齿轮油,对重负荷、启动频繁、使用环境较差的减速机,可选用一些润滑油添加剂,使减速机在停止运转时齿轮油依然附着在齿轮表面,形成保护膜,防止重负荷、低速、高转矩和启动时金属间的直接接触。添加剂中含有密封圈调节剂和抗漏剂,使密封圈保持柔软和性,有效减少润滑油漏。
3.减速机位置的选择。位置允许的情况下,尽量不采用立式。立式时,润滑油的添加量要比水平多很多,易造成减速机发热和漏油。
4.建立润滑维护制度。可根据润滑工作“五定”原则对减速机进行维护,到每一台减速机都有责任人定期检查,发现温升明显,超过40℃或油温超过80℃,油的质量下降或油中发现较多的铜粉以及产生不正常的噪声等现象时,要立即停止使用,及时检修,排除故障,更换润滑油。加油时,要注意油量,保证减速机得到正确的润滑。
竖新镇 -S9超低温伺服齿轮箱
二 减速机出力太小出现的断轴题目
除了由于减速机输出端装配同心度不好,而造成的减速机断轴以外,减速机的输出轴如折断,不过乎以下几点原因。
首先,错误的选型致使所配减速机出力不够。有些用户在选型时,误以为只要所选减速机的额定输出扭矩满足工作要求就可以了,实在不然,一是所配电机额定输出扭矩乘上减速比,得到的数值原则上要小于产品样本的相近减速机的额定输出扭矩,二是同时还要考虑其驱动电机的过载能力及实际中所需工作扭矩。理论上,用户所需工作扭矩一定要小于减速机额定输出扭矩的2倍。尤其是有些应用场合必须严格遵守这一准则,这不仅是对减速机里面齿轮的保护,更主要的是避免减速机的输出轴就被扭断。这主要是由于,如设备有题目,减速机的输出轴及其负载被卡住了,这时驱动电机的过载能力依然会使其不断加大出力,进而,可能使减速机的输出轴承受的力超过其额定输出扭矩的2倍而扭断减速机的输出轴。
其次,在加速和减速的过程中,减速机输出轴所乘受瞬间的扭矩如超过了其额定输出扭矩的2倍,并且这种加速和减速又过于频繁,那么也会使减速机断轴。考虑到这种情况出现的较少,故这里不再进一步先容。
齿轮减速器性能特点以及如何选用?
齿轮减速器是原动机和工作机之间的独立的闭式传动装置,用来降低转速和增大转矩,以满足工作需要,在某些场合也用来增速,称为增速器。
性能特点
齿轮减速器是减速电机和大型减速机的结合。无须联轴器和适配器,结构紧凑。负载分布在行星齿轮上,因而承载能力比一般斜齿轮减速机高。满足小空间高扭矩输出的需要。
广泛应用于大型矿山,钢铁,化工,港口,环保等领域。与K、R系列组合能得到更大速比。
1、可靠的工业用齿轮传递元件;
2、可靠结构与多种输入相结合适应特殊的使用要求;
3、有高的传递功率的能力而结构紧凑,齿轮结构根据模块设计原理确定;
4、易于使用和维护,根据技术和工程情况配置和 m.
选用减速器时应根据工作机的选用条件,技术参数,动力机的性能,经济性等因素,比较不同类型、品种减速器的外廓尺寸,传动效率,承载能力,质量,价格等,选择的减速器。
载荷分类
与减速器联接的工作机载荷状态比较复杂,对减速器的影响很大,是减速器选用及计算的重要因素,减速器的载荷状态即工作机(从动机)的载荷状态,通常分为三类:①—均匀载荷,②—中等冲击载荷,③—强冲击载荷。
竖新镇传动新设备:伺服式BD120A-L2-70-B2-S9超低温伺服齿轮箱
< 0-25-S2-P1
在铝合金等有色金属材料时,可采用金刚石涂层硬质合金钻头、DLC涂层硬质合金钻头或带金刚石烧结体齿的钻头。在各种涂层钻头中,陶瓷涂层硬质合金钻头特别重视耐磨性、耐热性及润滑性,其涂层工艺也采取多层涂覆方式,如利用TiAlN、TiN、TiCN等复合氮化物形成复合涂层结构。钻头的切削正不断高速化,随着被材料的不同,切削速度已可分别达到2~3m/min。新发的SU、ST、SH整体硬质合金钻头系列优化的槽型结构与nc-TiAlN涂层相结合,重塑了整体硬质合金麻花钻的性能。
上一篇:玉环道路封缝条推送