◆ 产品说明:
| 产品规格 |
|
产品数量 |
10000 |
包装说明 |
|
价格说明 |
|
◆ 详情:

服务创新机电设备:伺服式 机
模具冷却水孔应避免设存塑件的熔接痕处。模具冷却水退直径可根据制品的平均壁厚来确定。平均壁厚为2mm时,水孔的直径取81mm;下均壁厚为24mm时,水孔的直径取112m;平均壁厚为46mm时,水孔的直径取l14mm确定冷却水孔的直径应注意的问题是,无论多大的模具,水孔的直径一般不大于14mm,否则难以形成紊流。进出口
水管接头的位置应尽可能设在模具的同一侧。控制方式:热流道模具中,流道板温度要求较高,须设置加热捧。
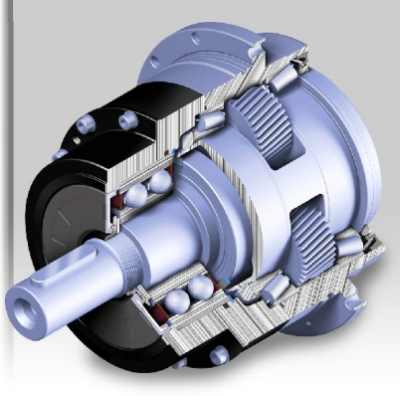
服务创新机电 14.3减速机
众所周知,一台机器通常是由三个基本部分组成:即动力机、行星减速机和工作机构。有时根据机器工作需要,可能还有控制系统和润滑、照明等辅助系统。行星减速机是指将动力机产生的
机械能以机械的方式传送到工作机构上去的中间装置。
行星减速机在其中起到的作用是,降速同时提高输出扭矩,扭矩输出比例按
电机输出乘减速比,但要注意不能超出行星减速机额定扭矩。另外,减速还降低了负载的惯量,惯量的减少为减速比的平方,其实大家都可以看一下,一般电机都会有一个惯量数值的。
服务创新 -114.3减速机
减速器的载荷分类
与减速器联接的工作机载荷状态比较复杂,对减速器的影响很大,是减速器选用及计算的重要因素,减速器的载荷状态即工作机(从动机)的载荷状态,通常分为三类:
①—均匀载荷;
②—中等冲击载荷;
③—强冲击载荷。
减速器的正确
正确的,使用和维护减速器,是保证机械设备正常运行的重要环节。 因此,在您减速器时,请务必严格按照下面的使用相关事项,认真地装配和使用。
步是前确认电机和减速器是否完好无损,并且严格检查电机与减速器相连接的各部位尺寸是否匹配,这里是电机的凸台、输入轴与减速器凹槽等尺寸及配合公差。
第二步是旋下减速器
法兰外侧防尘孔上的螺钉,调整夹紧环使其侧孔与防尘孔对齐,插入内六角旋紧。之后,取走电机轴键。
第三步是将电机与减速器自然连接。连接时必须保证减速器输出轴与电机输入轴同心度一致,且二者外侧法兰平行。如同心度不一致,会导致电机轴折断或减速机齿轮磨损。
伺服行星减速机厂家带你了解减速机的热
1、表面淬火
常见的表面淬火方法有高频淬火(对小尺寸齿轮)和火焰淬火(对大尺寸齿轮)两种。表面淬火的淬硬层包括齿根底部时,其效果。表面淬火常用材料为碳的质量分数约0.35%~0.5%的
钢材,齿面硬度可达45~55HRC。
2、渗碳淬火
渗碳淬火齿轮具有相对的承载能力,但必须采用精工序(磨齿)来消除热变形,以保证精度。
渗碳淬火齿轮常用渗碳前碳的质量分数为0.2%~0.3%的合金钢,其齿面硬度常在58%~62%HRC的范围内。若低于57HRC时,齿面强度显着下降,高于62HRC时则脆性 。渗碳淬火齿轮的硬度,从轮齿表面至深层应逐渐降低,而有效渗碳深度规定为表面至深层应逐渐降低,而有效渗碳深度规定为表面至硬度52.5HRC处的深度。
渗碳淬火在轮齿弯曲疲劳强度方面的作用除使心部硬度有所提高外,还在于有表面的残余压应力,它可使轮齿拉应力区的应力减小。因此磨齿时不能磨齿根部分,滚齿时要用留磨量滚。
3、渗氮
采用渗氮可保证轮齿在变形的条件下达到很高的齿面硬度和耐磨性,热后可不再进行 的精,提高了承载能力。这对于不易磨齿的内齿轮来说,具有特殊意义。
4、想啮合齿轮的硬度组合
当大、小齿轮均为软齿面时,小齿轮的齿面硬度应高于大齿轮。而当两轮均为硬齿面且硬度较高时,则取两轮硬度相同。
伺服行星减速机厂家在这里再次说明,选择好的行星齿轮减速机材料,有利于提高齿轮减速机的承载力及使用寿命。
服务创新机 114.3减速机
+< 00T1
60Z 2-400T2
400T3
其次,检查火花塞是否损坏,如果损坏,只要更换新火塞即可。第三,检查蓄电池电压是否足够。有的时候,停车忘记关灯,时间长了,就可能耗尽
电源。如果是这样,把车挂二挡,脚踩离合,用车拖拽,当行驶到一定速度时,松离合,拧动点火关,汽车就能自然启动,如果是蓄电池有问题,此法不能奏效。换挡时发动机熄火,行进中换挡,如果操作规范,但出现熄火现象,需要检查以下问题:首先看怠速是否稳定,怠速是否过低,如果怠速不稳或怠速低,只要把怠速调整到正常转速即可。