◆ 产品说明:
| 产品规格 |
|
产品数量 |
10000 |
包装说明 |
|
价格说明 |
|
◆ 详情:

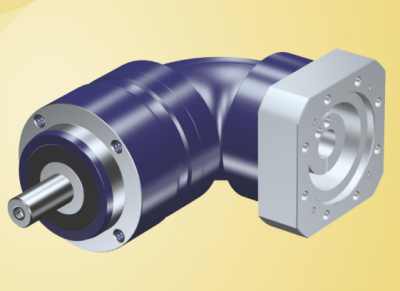
2-P2无振动行星变速机
购起重机需要首要注意的是:凡购置、引进、、技术改造的专项设备必须符合 有关质量技术监督、安全卫生规程标准,特别是对危险性大的
起重机械选型和采购要事先征得安全、设备部门的认可。下文小编给大家讲解单梁悬挂起重机的购及高空作业安全知识。所购置的起重机在厂出厂时,要经过当地市级质量技术监督部门安全技术检查,并取得《起重机安全技术监督验证书》后随机发出。起重机械的单位要取得资格证书,人员要有操作证、上岗证方能从事起重机械的并报送上级安全、设备主管部门审查备案。
S2-P2无振动行星变速机
3、率、低背隙:由于齿轮减速机每一组齿轮减速传动时只有单齿面咬合接触,当传动相等扭力时需要更大的齿面应力,因此齿轮设计时必须采用更大之模数与厚度,齿轮模数越大将造成齿轮间偏转公差值变大,相对形成较高齿轮间隙,各段减速比间的累计背隙随之增加。而行星齿轮组合中特有的多点均匀密合,外齿轮环的圆弧包洛结构,使外齿轮环与行星齿轮间紧密结合,齿轮间密合度高,除了提升极高之减速机效率之外,设计本身可达到高精度作用。
合肥
机械设备:伊明牌PLF090-L3-64-S2-P2无振动行星变速机
减速机四大使用技巧:
一、工作中,当发现油温温升超过80℃或油池温度超过100℃及产生不正常的噪声等现象时应停止使用,检查原因,必须排除故障,更换
润滑油后,方可继续运转。
二、换油时要等待减速机冷却下来无燃烧危险为止,但仍应保持温热,因为完全冷却后,油的粘度增大,放油困难.注意:要切断传动装置
电源,防止无意间通电。
三、在运转200~300小时后,应进行次换油,在以后的使用中应定期检查油的质量,对于混入杂质或变质的油须及时更换.一般情况下,对于长期连续工作的减速机,按运行5000小时或每年一次更换新油,长期停用的减速机,在重新运转之前亦应更换新油.减速机应加入与原来牌号相同的油,不得与不同牌号的油相混用,牌号相同而粘度不同的油允许混合使用。
四、用户应有合理的使用维护规章制度,对减速机的运转情况和检验中发现的问题应作认真记录,上述规定应严格执行。
伺服行星减速机的输出转矩如何算
伺服
电机按上减速机后,行星减速机输出的功率和伺服电机的功率 ,输出转矩怎么算呀,
减速机只是个传动装置!作用是降低速度的同时增加扭矩!比如安川电机400W,额定转速3000转,额定扭力是1.27Nm,减速机的减速比是1:10,那么整体输出扭矩就是12.7Nm!输出转速就是300转。也就是说降低几倍的速度,就增加几倍的扭力!
我是伺服行星减速机的厂家,希望能帮到你!
设备上使用伺服电机时如何确定它的功率 选型计算方法
一、转速和编码器分辨率的确认。
二、电机轴上负载力矩的折算和加减速力矩的计算。
三、计算负载惯量,惯量的匹配,安川伺服电机为例,部分产品惯量匹配可达50倍,但实际越小越好,这样对精度和响应速度好。
四、再生电阻的计算和选择,对于伺服,一般2kw以上,要外配置。
五、
电缆选择,编码器电缆双绞屏蔽的,对于安川伺服等日系产品值编码器是6芯,增量式是4芯。 功率P=扭矩×角速度ω=F×速度v
合肥机械设备:伊明牌PLF090-L3-64-S2-P2无振动行星变速机
38/180
在一个工件上有预制的凸点。凸焊时,一次可在
接头处形成一个或多个熔核。对焊时,两工件端面相接触,经过电阻加热和加压后沿整个接触面被焊接起来。电阻焊有下列优点:1)熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单。加热时间短、热量集中、故热影响区小,变形与应力也小,通常在焊后不必安排校正和热工序。不需要焊丝、
焊条等填充金属,以及氧、 、氩等
焊接材料,焊接成本低。操作简单,易于实现机械化和自动化,改善了劳动条件。生产率高,且无噪声及有害气体,在大批量生产中,可以和其他工序一起编到线上。但闪光对焊因有火花喷溅,需要
隔离。电阻焊缺点:1)目前还缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和工件的破坏性试验来检查,以及靠各种监控技术来保证。点、缝焊的搭接接头不仅增加了构件的重量,且因在两板间熔核周围形成夹角,致使接头的抗拉强度和疲劳强度较低。设备功率大,机械化自动化程度较高,使设备成本较高、维修较困难,并且常用的大功率单相交流焊机不利于电网的正常运行。