2021欢迎访问##葫芦岛Q345QC无缝钢管##股份有限公司
2021欢迎访问##葫芦岛Q345QC无缝钢管##股份有限公司
山东芸熙金属材料有限公司是一家集生产与销无缝管为一体的大型流通企业。
2)焊缝修磨后的余高应尽量到与管体平齐。不要有明显的余高。以防止在打磨聚乙层倒角时。将环氧粉末一同打磨掉。3)焊缝未修磨的顶端与修磨处的过渡段倒角。也应与聚乙层倒角一样(30)。以便挤压辊的挤压力均匀地施压在聚乙层上。防止因坡口处防腐层粘结不好出现聚乙层翘边。5、预留段环氧粉末涂层只有保护完整。才能起到延缓管端因腐蚀引起的翘边。国内管端聚乙坡口都用钢丝轮打磨方式。会损坏环氧粉末涂层。
葫芦岛Q345QC无缝钢管根据事实情况,将命题对应异常情况出现的可能转换为p2和p3的可信度,比较α(p2)α(p3)与v2的大小。若超过阈值,故障诊断得出结果为d2和d3的命题故障;若小于阈值或改善这一分支的问题后仍不能解决,则将过的变迁标记并转入下一分支继续分析。泵站系统是一个非常复杂的系统,原因、结果之间的关系错综复杂,应用上述的传统模糊行为PETRI网描述和分析水泵的故障诊断时,由于分析的因素、相互间的关系过多而使PETRI网不再简捷清晰。

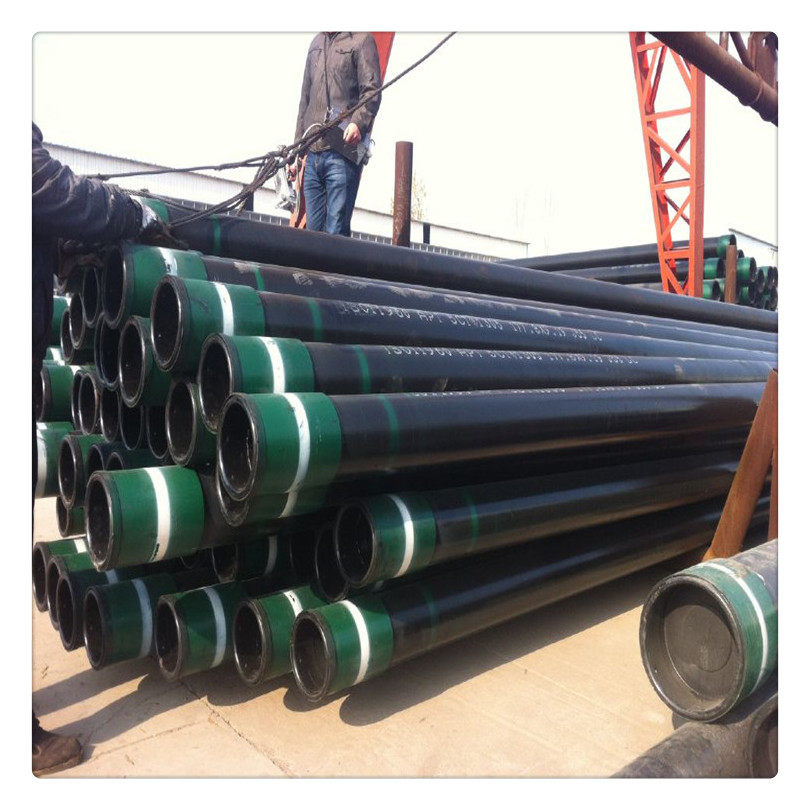
无缝管是一种具有中空截面、周边没有接缝的长条钢材。

不锈钢无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。
不锈钢无缝管不锈钢无缝管的特点:
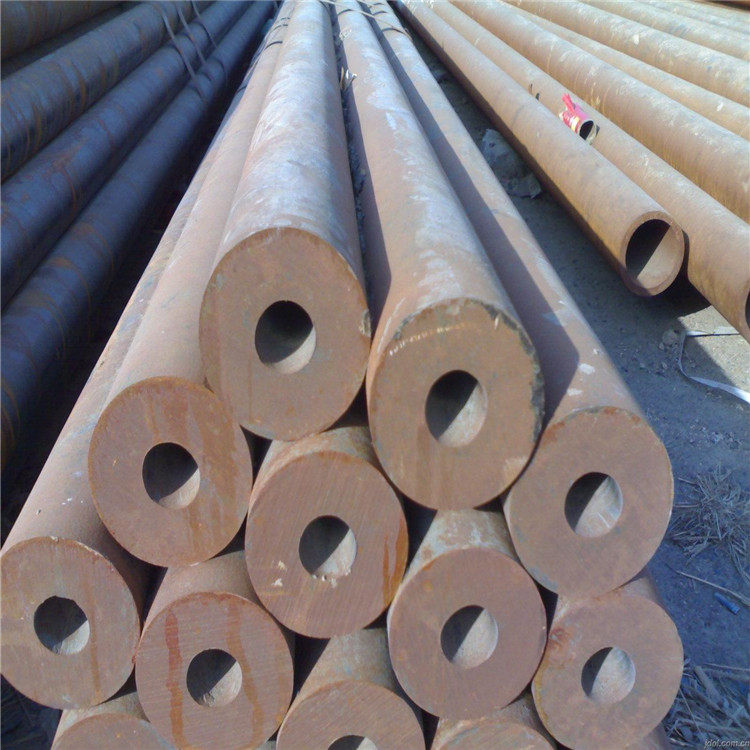
其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的成本就会大幅度的上升;
其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;
其三、它的检测及整形必须离线。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
2021欢迎访问##葫芦岛Q345QC无缝钢管##股份有限公司
生产工艺
①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛。
热轧无缝钢管的交货状态一般是热轧状态经过热后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
不锈钢管的种类:接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。
按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、马氏体不锈钢管、奥氏体系不锈钢管、奥氏体-铁素铁系不锈钢管等。
不锈钢管规格及外观质量:
A、按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
B、热轧(热挤压)钢管的直径~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,深度不大于0.3mm。
E、钢管两端应切成直角,并毛。
2021欢迎访问##葫芦岛Q345QC无缝钢管##股份有限公司当现场检测仪表指示也,则检查调节阀度,若调节阀度为零,则常为调节阀到调节器之间故障。当现场检测仪表指示,调节阀度正常,故障原因很可能是系统压力不够、系统管路堵塞、泵不上量、介质结晶、操作不当等原因造成。若是仪表方面的故障,原因有:孔板差压流量计可能是正压引压导管堵;差压变送器正压室漏;机械式流量计是齿轮卡死或过滤网堵等。流量控制仪表系统指示值达到时,则检测仪表也常常会指示。